





视频展示
河南鹏威机械设备有限公司
知识资讯
振动筛知识
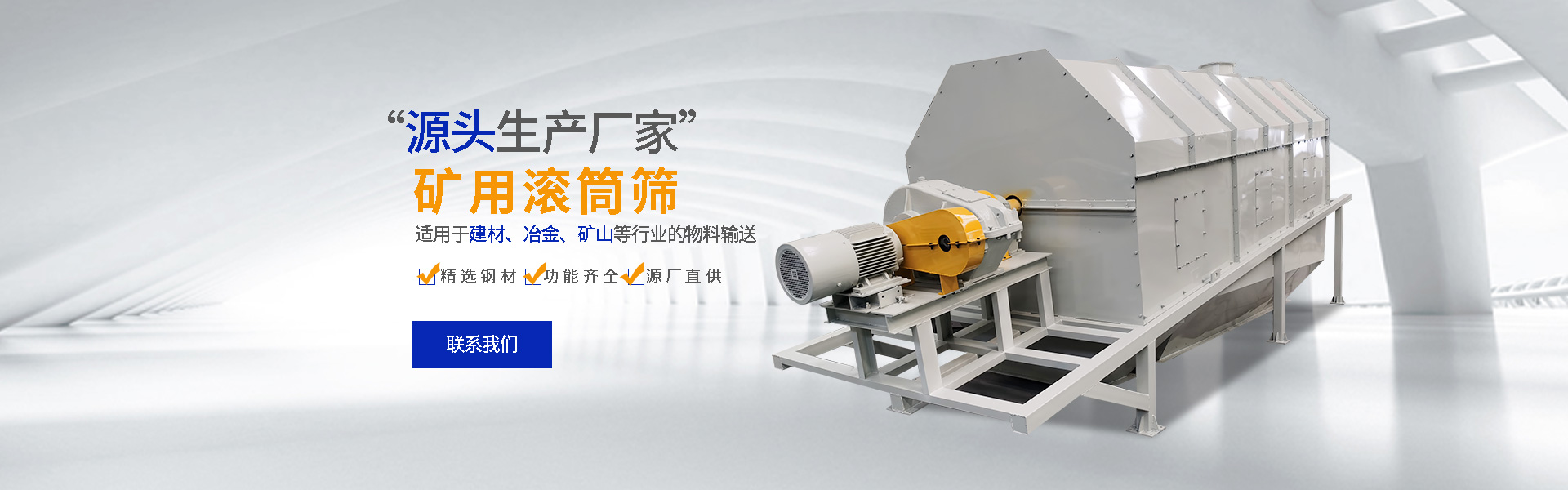
YK圆振动筛技术参数
2024-04-19 15:45:48
小型滚筒筛沙机的特点
2024-04-19 15:43:37
空气弹簧振动平台
2024-04-19 15:40:40
YK型双层圆振动筛结构
2024-04-19 15:38:54
YA圆振动筛特点
2024-04-19 15:15:48
输送机知识
废钢铁鳞板输送机作用
2024-04-23 17:19:55
多轴螺旋输送机原理
2024-04-22 17:22:50
管式螺旋输送机结构
2024-04-22 17:18:37
煤矿皮带输送机安全规定
2024-04-22 17:16:16
螺旋输送机需要清理吗?
2024-04-22 17:12:01
提升机知识
不锈钢斗式提升机结构
2024-04-23 16:42:35
链条提升机特点
2024-04-22 17:04:53
斗式提升机平衡问题
2024-04-22 16:58:10
斗式提升机故障应急处理
2024-04-22 16:47:23
水泥行业用斗式提升机
2024-04-22 15:23:57